企业名称:台州市黄岩远能模塑有限公司
咨询热线:叶总 13575806039
QQ:385117921
邮箱:sales01@tzyuno.com
传真:0576-84055282
地址:黄岩区北城街道竹岭工业区28号
网址:www.tzyuno.com
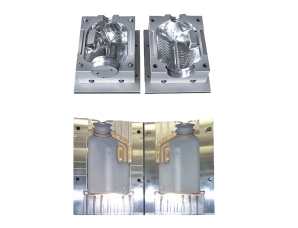
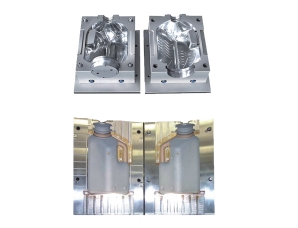
当我们在使用吹瓶模具工作的过程中,出现瓶胚底部破损、瓶口螺丝部受损的问题时,我们该如何去应对解决。首先我们应该去分析出现这些问题的原因,根据原因再去寻找解决方法。
一、瓶口螺丝部受损
现象:螺纹区的排气槽受到了不应有的拉伸(从密封面到凸环)。这种现象夏天更常见,因其高气温使瓶胚螺纹区过热。
原因:瓶胚是由输送臂送入模腔的,夹取时螺纹一侧必定受力,输送臂位置不准确时,它从模具上方提起瓶坯环时,若天气较冷,吹气芯压到瓶坯闭合面上会起到压紧作用,尚不致于引起损伤。不幸的是,在天气热时,螺纹的排气会受到拉伸力作用,因为瓶坯是被冲下来的吹气芯强制找正的。
解决方法:
1、确保输送臂的调整精确无误;还有,吹气芯场地模具的找正也有关系;
2、由于气温偏高时问题更为糟糕,任何导致螺纹区温度下降的都会加其恶果,详见“瓶口膨胀,吹瓶跑气”。应该记住,吹瓶芯仅凭弹簧的力量来确定瓶坯位置,它并不足以矫正两者之间在对准上的差距。等吹气开始,有相当大的下冲击力,这一冲击载荷便会引起螺纹受损。

二、底部破损
现象:底部积料过厚处常有一小段细微裂痕,不仔细观察很难发现,灌装时很可能由此引发爆裂。
原因:这一问题不十分常见,起因是瓶胚底部温度偏低,当拉伸杆顶着它朝模底走时就形成微裂。
解决方法:
1、最好是在拉伸与破裂之间,使瓶胚端部既不过冷,也不过热(过热会使门间隙变差);
2、拉伸杆至模底的间隙也很关键,只有采用最大的必要间隙才能确保门的定位。
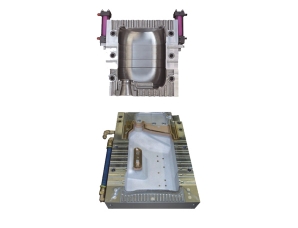
台州市黄岩远能模塑有限公司是一家专业生产吹瓶模具、管胚模具的企业,公司秉承责任贯穿始终,品质源于责任的理念为客户创造价值,一切从制作的细节做起。

 地址:黄岩区北城街道竹岭工业区28号
地址:黄岩区北城街道竹岭工业区28号
 电话:叶经理18167079230/叶总 13575806039
电话:叶经理18167079230/叶总 13575806039
 邮箱:sales01@tzyuno.com/ sales03@tzyuno.com
邮箱:sales01@tzyuno.com/ sales03@tzyuno.com
 网站:http://www.tzyuno.com/
网站:http://www.tzyuno.com/