企业名称:台州市黄岩远能模塑有限公司
咨询热线:叶总 13575806039
QQ:385117921
邮箱:sales01@tzyuno.com
传真:0576-84055282
地址:黄岩区北城街道竹岭工业区28号
网址:www.tzyuno.com

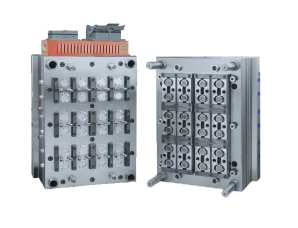
瓶盖模具在注射过程中的注意事项
A、 注射压力前面填充段可采用高压、高速,后面保压段必须采用尽可能低的压力、中速,以保证瓶胚的光洁度。(注:薄壁的瓶胚不宜采用较多段数注射,且压力、速度一定要尽可能的低,否则瓶胚容易引起收缩、光洁度差、偏心等问题。)
B、 主流道的温度不宜过高,一般在240℃~270℃之间,主流道温度过高瓶胚易产生银纹、结晶、及底部有雾状白色难调整等问题。因此应尽可能采用较低成型温度。
C、 注射或保压时间不宜过长,以刚好能够注满瓶胚为宜,过长的注射或保压时间会造成瓶胚偏心,底部结晶及质量不稳定现象。
D、 原材料一定要烘得足够干燥,螺杆塑化温度必须调整到能够将要注射的料完全塑化,可在清胶时观察到。(注:热流道仅用作恒温,不是依靠它的温度来塑化原料。

 地址:黄岩区北城街道竹岭工业区28号
地址:黄岩区北城街道竹岭工业区28号
 电话:叶经理18167079230/叶总 13575806039
电话:叶经理18167079230/叶总 13575806039
 邮箱:sales01@tzyuno.com/ sales03@tzyuno.com
邮箱:sales01@tzyuno.com/ sales03@tzyuno.com
 网站:http://www.tzyuno.com/
网站:http://www.tzyuno.com/